{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

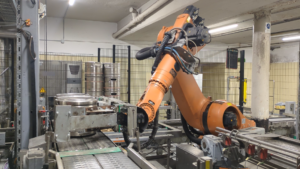
Beflamm -und Palettierzelle
In diesem Beitrag wird die Entstehung einer Roboterzelle zur automatisierten Handhabung, zum Beflammen und zur Palettierung von spritzgegossenen Kunststoffbauteilen beschrieben.

Punktschweiß -und Biegezelle
In diesem Beitrag wird der Ablauf der Inbetriebnahme einer Punktschweiß- und Biegezelle beschrieben. Dabei werden sowohl die mechanischen und elektrischen Maßnahmen als auch die Integration des Robotersystems in die bestehende Produktionsanlage dargestellt.

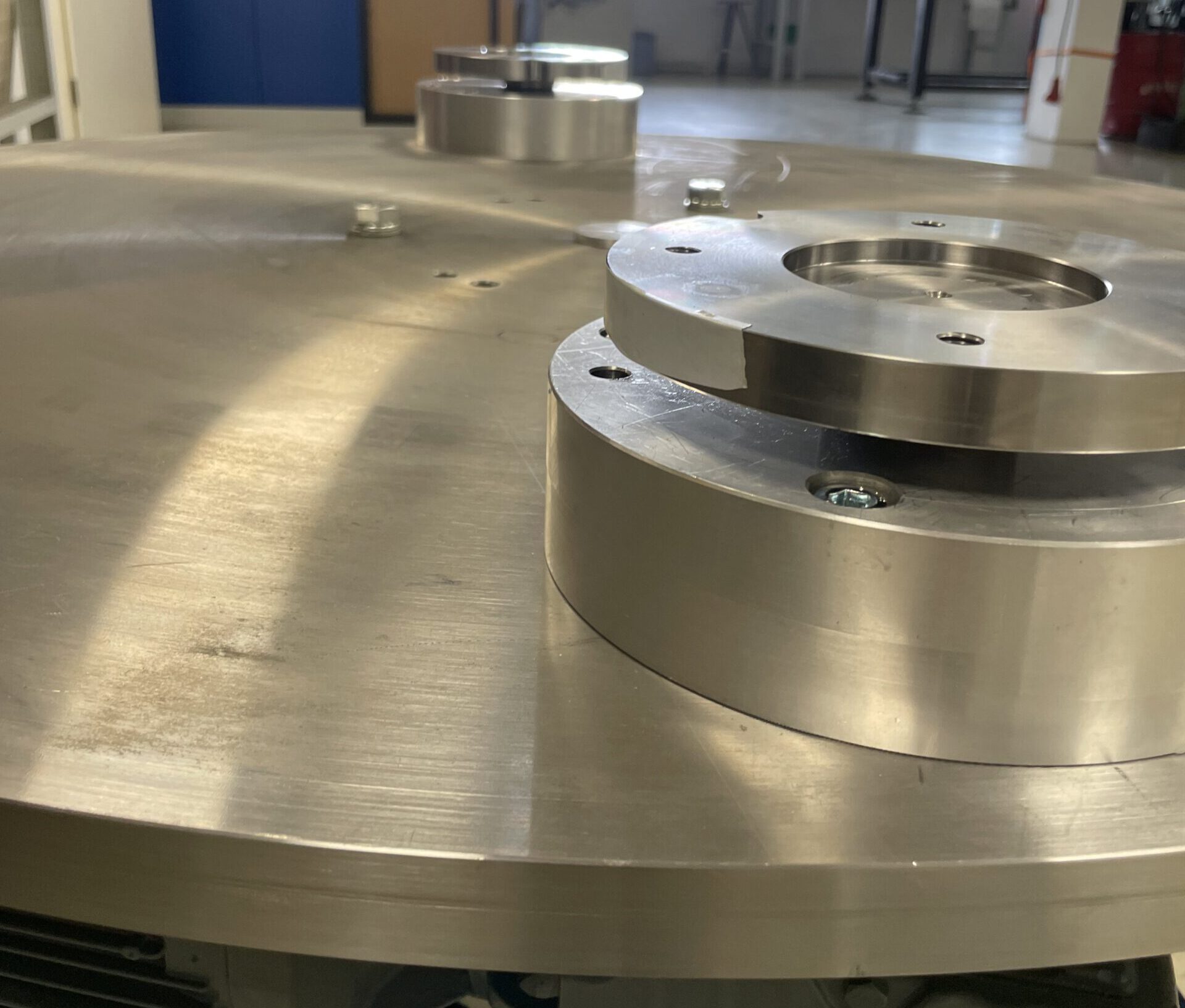
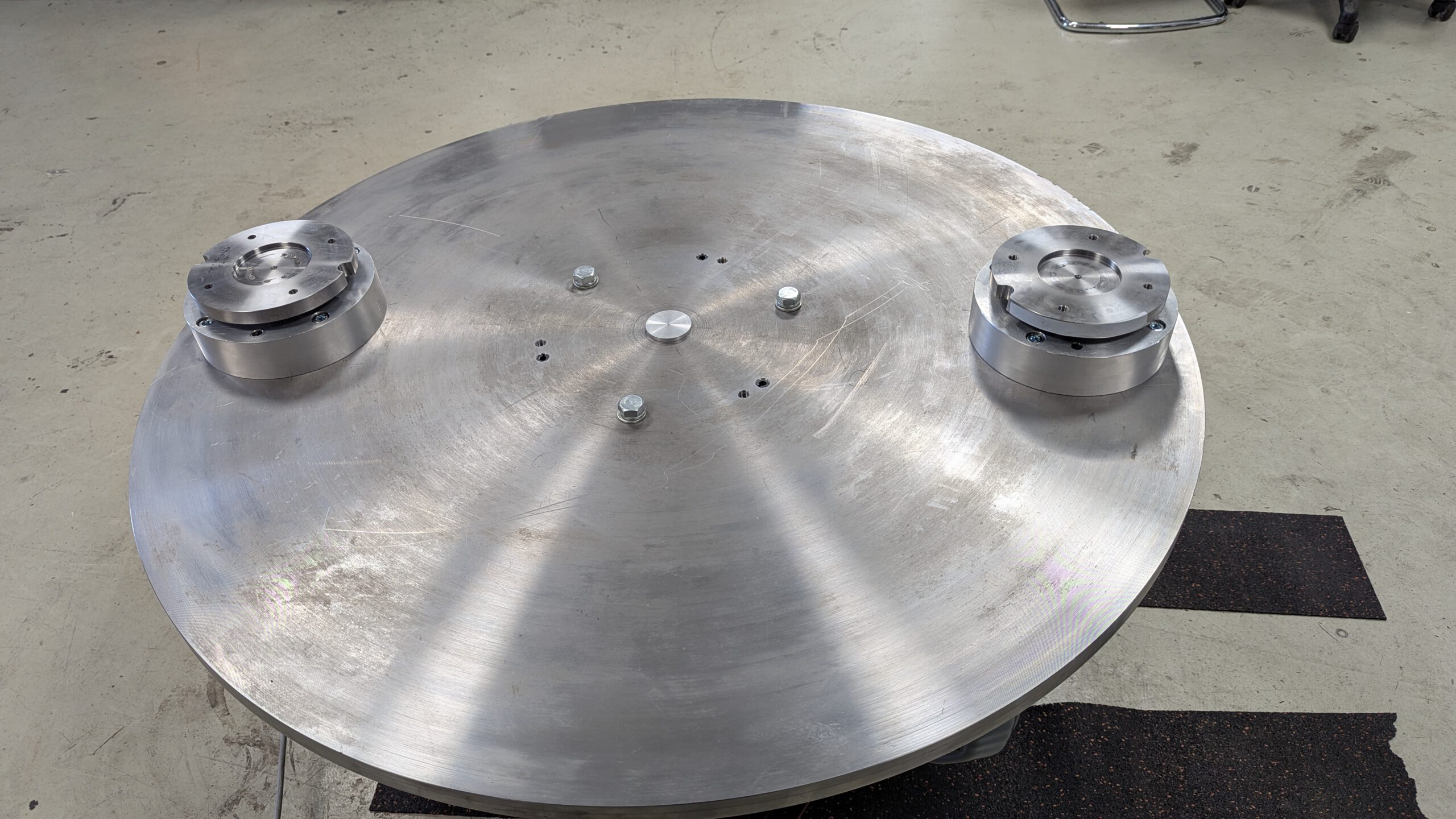
Umbau einer Bearbeitungsstation
Für einen unserer Kunden haben wir eine bestehende Anlage modernisiert – mit dem Ziel, den Durchsatz zu steigern und Prozesse effizienter zu machen. Dieser Beitrag beschreibt den Umbau einer Bearbeitungsstation.

Dreh Kipptische
Unsere präzisen Dreh- und Kipptische bieten zuverlässige Lösungen für Industrieanwendungen von kompakt bis robust.
Wiederaufbau und Inbetriebnahme einer Abfüllanlage
Inbetriebnahme Abfüllanlage: Prüfung, Optimierung und erfolgreiche Wiederinbetriebnahme.

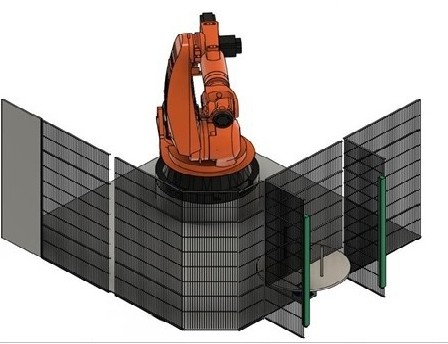
Modernisierung Schweißzelle
In einem kürzlich abgeschlossenen Projekt haben wir erfolgreich eine ältere Schweißzelle erworben und für einen Kunden vollständig modernisiert und umgerüstet. Der Fokus lag dabei auf einer kosteneffizienten Lösung, die zugleich höchste Sicherheits- und Qualitätsstandards erfüllt und die vorhandenen Ressourcen optimal nutzt.